-
The Conex® Controller is the brains behind the state-of-the-art Interceptor®-HRD suppression system. The Conex® Controller is where the detectors from the suppression system along with the suppression bottles themselves are electrical terminated. Programmed with state-of-the-art software and algorithms, the Conex® Controller provides real-time analysis of the process being protected as well as diagnostics of the Interceptor®-HRD suppression system. In the event of a deflagration, the detector(s) connected to the system will transmit an activation signal to the Conex® where it will interpret the signal and then deploy the Interceptor®-HRD suppression bottles within milliseconds. User-friendly push buttons and HMI visual displays make it easy for operators to quickly and efficiently troubleshoot and operate the system.
-
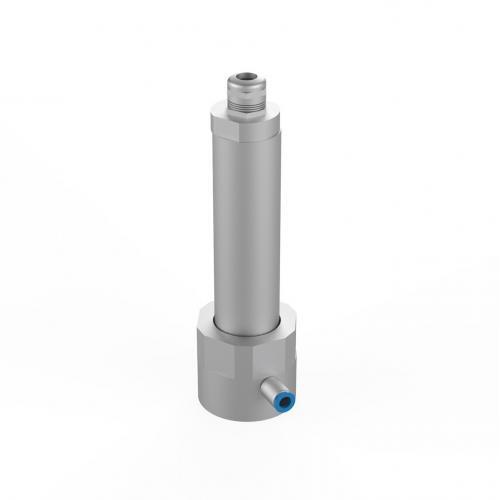
The DetEx® pressure detector uses a ceramic material embedded in a fluid at the end of each detection probe to measure the pressure within the process being protected. The detector has state-of-the-art programming for both dynamic detection and static detection. The detector programming includes a “floating zero” feature. The floating zero is designed to differentiate and adjust the activation point based on process fluctuations. This allows for minor pressure spikes within the protected process to have no effect on the pressures required by our system for activation. Each detector includes a process adaptor for easy installation. All DetEx® detectors feature data recording and can generate plots that provide second to second recording of the pressure inside the protected volume. The DetEx® can come in a single or dual detector arrangement. The dual headed DetEx® includes two probes that can be programmed for a variety of different voting logics. The DetEx® pressure detector combined with the floating zero technology provides unsurpassed reliability and reaction for chemical suppression systems.
-
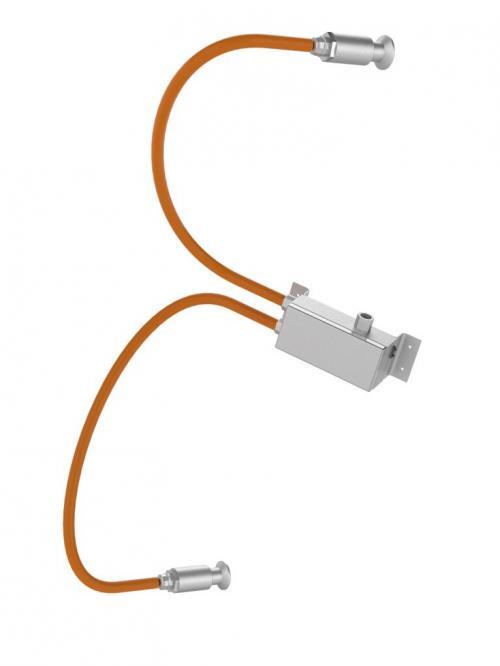
The Interceptor®-HRD Suppression Bottles are an ATEX approved and NFPA compliant solution for mitigating the effects of a combustible dust deflagration. These suppression bottles are similar in design to fire extinguishers: They are pressurized cylinders that contain a high-pressure propellent (Nitrogen) to expel a suppressant (typically baking soda) at a very rapid rate. These suppression bottles are installed on industrial machinery that handles combustible dust and acts as a safeguard for this equipment in the event that a dust deflagration does occur as they will be activated and will reduce the effects to a tolerable level. Once activated, the suppression bottles will deploy suppressants creating a homogenous cloud inside the protected volume within milliseconds. The dust deflagration is then mitigated through two primary thermodynamic effects: First, the rapid rate of deployment causes the oxygen to become displaced from the combustion event thus starving the reaction and, secondly, the suppressant acts as a heat sink absorbing the heat of reaction thus interrupting the event short of full development.
-
The LumEx® optical detector is an infrared detector designed for detecting explosions or flame propagations. LumEx® detectors are often used for detection purposes on isolation applications and bucket elevator suppression solutions. The detector features two silicon photodiodes that are looking for high saturation of UV/IR radiation, indicative of flame propagation. These diodes are less sensitive to light sources compared to traditional optical detectors which limit false readings. Each LumEx® detector is provided with a welding adaptor that includes an air sweep connection. The air sweep connection is meant to keeps the lens clear of particulates, and the detector has an internal self-checking function to alarm when cleaning is needed. LumEx® detectors also have the ability to record a data log of events including activations and faults.